在线咨询
我猜您现在可能存在如下疑问:
你们能做什么?需要多少钱?需要多久?
我需要做什么?需要提供什么资料?
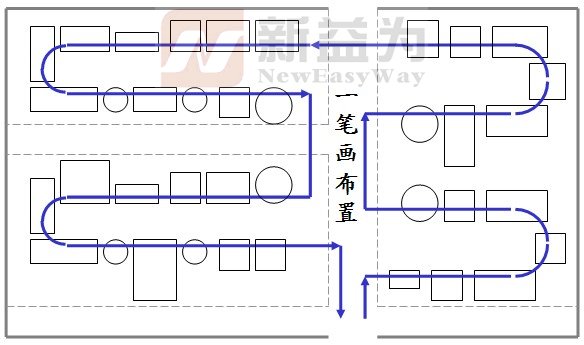
8、一笔画的工厂布置
从提高整体效率的目的出发,将前后关联的生产线集中布置。
Step1由水平布置改为垂直布置
Step2采用U字型生产线
Step3将长屋型改为大通铺式
Step4整体上呈一笔画布置
Step1由水平布置改为垂直布置
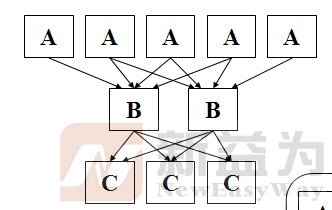
水平布置(离岛式、鸟笼式“粗流而慢”)
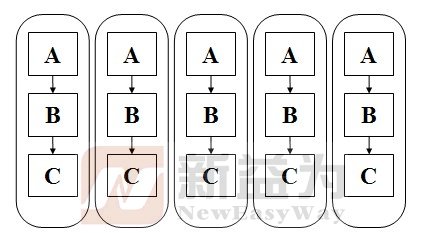
垂直布置(“细流而快”,满足多样少量)
Step2采用U字型生产线
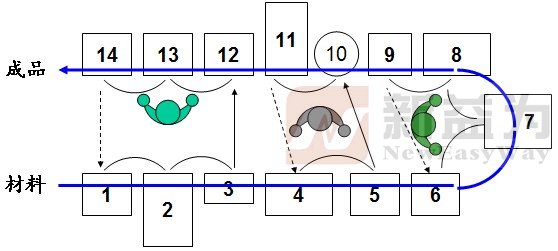
(1)以U字型,依逆时针方向按工艺流程排列生产。
(2)入口和出口由同一作业者负责,能够以产距时间按标准数量进行生产及管理,也便于补充生产。
(3)便于作业者相互协作,异常时能停线,及时暴露问题并改善之。
(4)步行最短,可单件流动,人员可增可减。
Step3将长屋型改为大通铺式
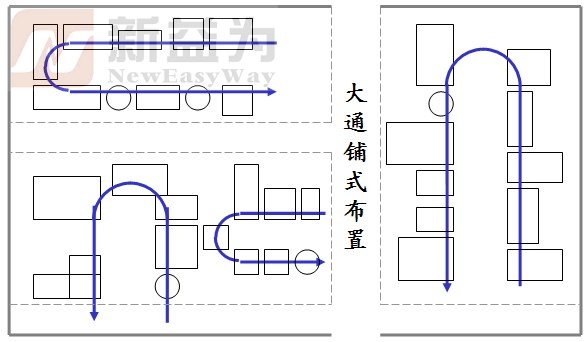
大通铺式布置
大通铺式布置能有效利用空间,便于线与线之间相互协作,根据各生产线产距时间调整作业分配和人员安排,达到少人化目的。同时,大通铺式布置容易暴露整体上的问题,促进问题解决,从而提高整体效率。
(1)减少各生产线的在制品数量,以减少堆积空间。
(2)物料供应采用逐组逐套的方式,避免物料过多造成空间狭小、作业者行动不便。
Step4整体上呈一笔画布置
(二)流线化设备设计与调整
1、易被差遣原则,2、实用原则,3、流动原则,4、能屈能伸原则,5、弹性原则,6、窄面原则,7、三不原则,8、成长带原则
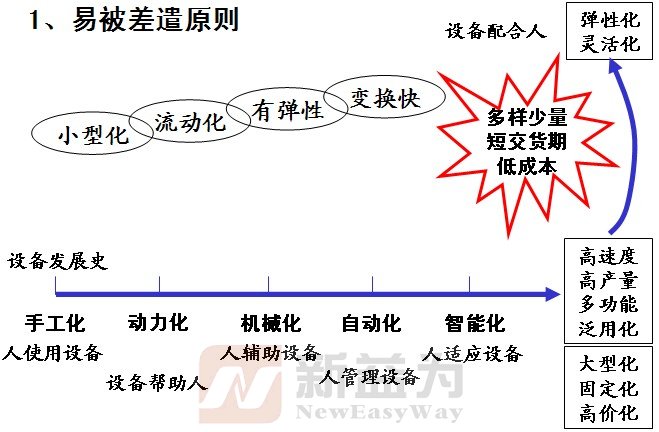
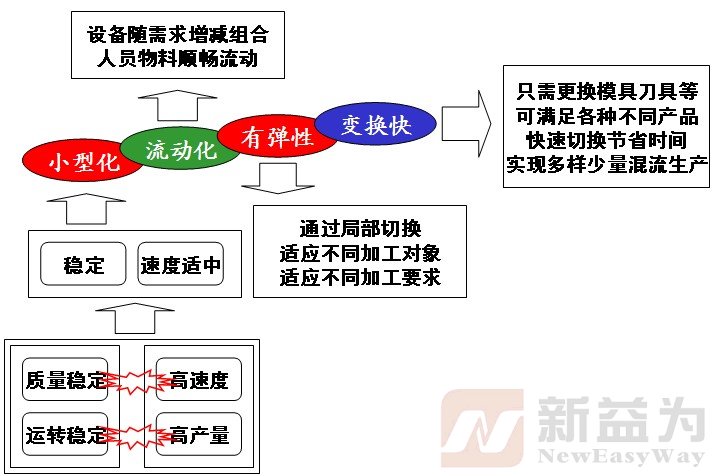
1、易被差遣原则
2、实用原则
小批量生产细流而快
理想的设备能确保整个生产工序环环相扣,整个生产线畅通无阻,无中间停滞和多余在制品。
买基本功能设备——不买有功能浪费的设备,附加功能可根据实际需要逐步附加
买专用设备——满足适当的需求即可,不买泛用化设备
3、流动原则
管线不象长青藤——管路线路既要避免硬得无弹性,也需要整理免得象长青藤。
设备要象快餐车——带轮设备机动性高,可将大设备单元化,便于拆装和移动。
一端进另一端出,造成作业困难和空间浪费,对不良反应迟钝、难追查。I/O一致效率高。
4、能屈能伸原则
推陈出新——产品创新·技术创新·管理创新
产品具有生命周期,产品创新是事关企业发展的大事。
为适时推出新产品,缩短生产准备时间、缩短生产周期至关重要。采用弹性、可转用设备十分必要。
能屈能伸原则
拒绝“武士道”精神——设备设计(购置)时须考虑市场和产品的变化,避免产品“死”而设备“徇情”现象。
“包子换馅”——设备的基本结构一样,通过换模来满足不同产品的生产需要。
泛用机专用化——将具备基本功能的泛用设备配上专用模具、刀具等达到专用目的。
5、弹性原则
基本功能设备
功能扩充——更换界面卡基板或机构
功能分区——总装区、分装线、零件区、成品区
能力扩充——预留扩能空间局部变换即可
随时开张——准备时间最短化随开随用随关随停
6、窄面原则
操作者作业时占用的地方要尽量小,不但可以减少操作时走动的浪费,而且可以缩短作业循环时间。
前工序出口即为后工序入口避免搬运及走动浪费,一般其外径(长×宽)不超过产品长和宽或是作业者肩宽加50cm。
作业面的高度和深度作业动作要幅度小动作快,要避免有肩膀前后晃动、手肘上下晃动等大幅度动作。要使作业者能尽量靠近作业点,站立时的工作高度以肚脐高度为准,深度以双手能触及到的范围为准。
横长纵短
↓
横短纵长
横短纵长的设备联结之后作业点很集中,可减少走动浪费,缩短周期时间,增加生产能力,减少作业人员。
减少无价值走动
作业路径应避免直线式、采用逆时针回转方式,使作业者边走边做;工件传送采用滑槽或滚轮式,启动按钮能边走边触摸,这样就能减少没有附加价值的空手走动动作。
7、三不原则
三不原则
不做切削空气动作——按下启动按钮即能加工,减少空转动作,如车床切削、冲床冲压。
不做木偶动作——木偶动作:
前一个动作结束,
后一个动作才开始。
非木偶动作:
前一个动作进行中,
后一个动作即开始。
不做立定动作——机器人也是“人”,务求多能化,所以脚要能移动,不能固步自封。
8、成长带原则
传统输送带作业
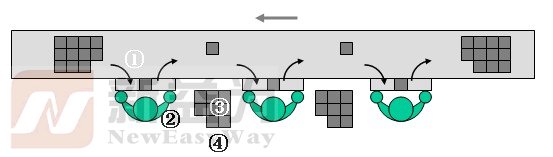
传统输送带的4种浪费:
①取放动作浪费在制品取放至少浪费2~5秒时间。
②等待浪费前后工序作业节奏不同造成作业等待。
③在制品过多浪费工序间缓冲库存隐藏了等待问题。
④空间浪费缓冲库存的存放设施、存放空间浪费。
成长型输送带作业
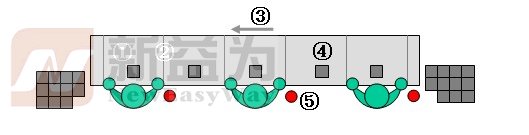
①边送边做在输送带上完成装配工作,消除搬运浪费。
②划分节距线一般为80~90cm,用来确认进度。
③依产距时间设定速度产距时间缩短时,增加工作站、工作人员和提高输送带速度。
④设立“接棒区”流入“接棒区”的制品由下工序协助完成。
⑤设立停线按钮事故发生时停线,以相互协作、排除异常。


管理咨询需求表
你们能做什么?需要多少钱?需要多久?效果怎么样?
我需要做什么?需要提供什么资料?需要怎么配合你们?
欢迎您浏览新益为顾问机构官方网站!我们专注于5S/6S管理咨询、TPM管理咨询、班组管理咨询、精益生产咨询等领域的实务咨询;若对本页面内容不感兴趣或想了解更多与您企业、行业相关的资讯,可通过以下方式寻找解决方法:
(1)工作时间可拨打我们的全国咨询热线:191-1276-9042,183-2338-2498 进行咨询;
(2)在网站栏目左侧“搜索框” 输入您感兴趣的关键词,搜索相关内容;
(3)点击右侧“在线咨询”按钮, 您可以和我们的专家老师在线咨询;
(4)非工作时间请点击网站下方的“留言” 按钮,留下您的联系方式和需要咨询的内容,我们将安排专业顾问给您解答;
(5) 入群方式:扫描左图二维码,添加群主微信好友,通过认证后,拉入精益生产俱乐部微信群;
入群方式:扫描左图二维码,添加群主微信好友,通过认证后,拉入精益生产俱乐部微信群;
 旗下品牌:
| 6S咨询服务中心| TPM咨询服务中心| NLEAN顾问机构| 精益管理视野
旗下品牌:
| 6S咨询服务中心| TPM咨询服务中心| NLEAN顾问机构| 精益管理视野 电话:191-1276-9042
183-2338-2498
邮箱:neweasyway@cq
xyw.com
地址:重庆市渝北区创意公园17栋2单元6-4








 渝公网安备 50010502003627号
渝公网安备 50010502003627号





