在线咨询
我猜您现在可能存在如下疑问:
你们能做什么?需要多少钱?需要多久?
我需要做什么?需要提供什么资料?
精益生产线(Lean Manufacturing),简称“精益”,利用杜绝浪费和无间断的作业流程──而非分批和排队等候──的一种生产方式。精益生产线是衍生自丰田生产方式的的管理哲学。精益生产线布局的原则,可以概括为“两个遵守、两个回避”。
1、两个遵守:逆时针排布、出入口一致。
2、两个回避:孤岛型布局、鸟笼型布局。
3、单元生产线的理想布局之一是花瓣型布局。
一、精益生产线-逆时针排布
逆时针排布,主要目的是希望员工能够采用一人完结作业方式、能够实现一人多机。一人完结与一人多机要求一个员工从头做到尾,因此员工是动态的,称之为“巡回作业”。
精益生产咨询老师总结:大部分作业员是右撇子,因此如果逆时针排布的话,当员工进行下一道加工作业时,工装夹具或者零部件在左侧,员工作业并不方便,这也正是逆时针的目的一一员工就会走到下一工位一巡回的目的也就达到了。
二、精益生产线-出入一致
出人口一致,是指原材料人口和成品出口在一起。例如图5.22,原材料入口A与成品出口H在一起。
为什么要求出人口一致呢?
1、出人口一致有利于减少空手浪费
假设出人口不一致,作业员采用巡回作业,那么当—件产品生产完了,要去重新取一件原材料加工的话,作业员就会空手(手上没有材料可以生产)从成品产出口走到原材料投入口,这段时间是浪费。如果出人口一致的话,作业员立刻就可以取到新的原材料进行加工,从而避免了空手浪费。.
2、出入口一致有利于生产线平衡
由于出入口一致,则布局必然呈现类似于“U”的形状,这使得各工序非常接近,从而为一个人同时操作多道工序提供了可能,这就提高了工序分配的灵活性,从而取得更高的生产线平衡率。
3、精益生产线-避免孤岛型布局
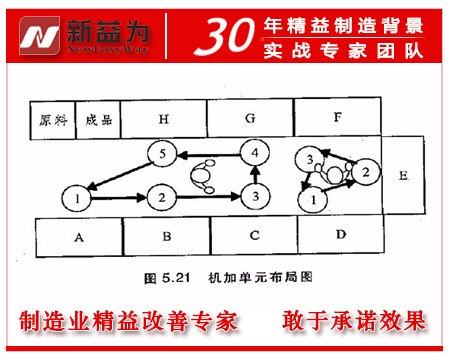
孤岛式布局把生产线分割成一个个独立的工作单元。
这种布局的缺陷在于:单元与单元之间互相隔离,无法互相协助。
四、精益生产线-避免鸟笼型布局
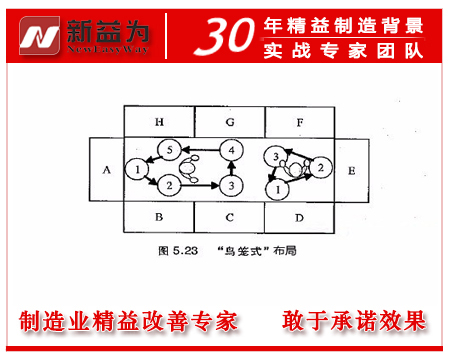
鸟笼型布局往往是没有考虑到物流、人流顺畅的结果,这种布局错误的用机器设备或者工作台把作业员围在中间。
鸟笼式布局使得物流不顺畅,在制品增加,单元与单元之间的互相支援也变得几乎不可能。
五、精益生产线-花瓣式布局

花瓣式布局是由多个单元共同组成,是按照“两个遵守、两个回避”原则进行布局的结果。这种布局有助于提高单元间的互相协助,从而提高生产线平衡率。
花瓣式布局是进行“互助协作”的必要条件。互助作业就好像运动场上的接力赛一祥,在交接区,实力强的选手可以适当的弥补实力弱的选手。
在工作中也是一样,在设计精益生产线时,单元之间的作业员也要把产品像接力棒一样去传递。如果前单元的作业员耽误了时间,后单元’的作业员就帮助前单元作业员从机器上卸下产品。而这种做法,显然要依靠“花瓣式”布局为前提。


管理咨询需求表
你们能做什么?需要多少钱?需要多久?效果怎么样?
我需要做什么?需要提供什么资料?需要怎么配合你们?
欢迎您浏览新益为顾问机构官方网站!我们专注于5S/6S管理咨询、TPM管理咨询、班组管理咨询、精益生产咨询等领域的实务咨询;若对本页面内容不感兴趣或想了解更多与您企业、行业相关的资讯,可通过以下方式寻找解决方法:
(1)工作时间可拨打我们的全国咨询热线:191-1276-9042,183-2338-2498 进行咨询;
(2)在网站栏目左侧“搜索框” 输入您感兴趣的关键词,搜索相关内容;
(3)点击右侧“在线咨询”按钮, 您可以和我们的专家老师在线咨询;
(4)非工作时间请点击网站下方的“留言” 按钮,留下您的联系方式和需要咨询的内容,我们将安排专业顾问给您解答;
(5) 入群方式:扫描左图二维码,添加群主微信好友,通过认证后,拉入精益生产俱乐部微信群;
入群方式:扫描左图二维码,添加群主微信好友,通过认证后,拉入精益生产俱乐部微信群;
 旗下品牌:
| 6S咨询服务中心| TPM咨询服务中心| NLEAN顾问机构| 精益管理视野
旗下品牌:
| 6S咨询服务中心| TPM咨询服务中心| NLEAN顾问机构| 精益管理视野 电话:191-1276-9042
183-2338-2498
邮箱:neweasyway@cq
xyw.com
地址:重庆市渝北区创意公园17栋2单元6-4








 渝公网安备 50010502003627号
渝公网安备 50010502003627号





